压铆螺钉,其描述方式为FH,不锈钢的压铆螺钉型式为FHS,材质为SUS304。压铆螺钉应于机箱机箱钣金类的薄钣,安装简单方便。在薄板上预冲一个铆压孔(孔尺寸参考下面的技术资料),将压铆螺钉插入孔内,利用冲床或压铆机施力平压头部,压铆螺钉的齿会冷嵌压入薄板内,从而形成一个牢固的螺纹连接副且永久固定在薄板上。
分类筛选:
型号:
螺纹:
长度:
FH碳钢镀锌的压铆螺钉,左图中示例规格为:FH-M6-12比对FH-M6-18
压铆螺钉的规格描述方法:
以左边这款为例:
FH-M6-12-ZU
FH:代表碳钢压铆螺钉
M6:螺纹规格
12:长度
ZU:蓝白锌
压铆螺钉,左图为碳钢FH型压铆螺钉 规格:FH M3-10
材质:10B21碳钢
热处理:调质处理 表面硬度HV380~450
表面处理:3Cr+蓝白锌
在使用过程中在薄板上开一个孔(下附参选表),将压铆螺钉放入孔内,采用铆压设备平行的均匀的在头部平压(下附视频),压铆螺钉的头部下有齿纹压花,当压入后薄板在压铆螺钉的周围产生变形,和齿纹发生咬合现象,从而形成一个牢固的外螺纹。
不锈钢压铆螺钉:
左图为FHS不锈钢压铆螺丝 规格: FHS M8-16
材质:SUS304
表面处理:洗光,本色
采用一次性冷墩半成品成型加工搓牙机滚牙。螺纹100%符合螺纹通止规要求。
不锈钢压铆螺丝最大规格可达M8,常用规格参考如下尺寸
可按用要求订制特殊规格特殊尺寸的压铆螺钉,可选材质除了碳钢和不锈钢可同也可提供如铜的压铆螺钉。
标准品有安全库存,订制压铆螺钉或缺货的正常品交货及时,需4天左右。
除了圆头压铆螺钉,苏州泛沃亦可提供六角压铆螺钉及不锈钢六角压铆螺钉等,具体技术资料请参考
THF,
NFH,
HFH
左图为加厚型的
HFH压铆螺母,头部咬花棱角分明,更牢固于铆接嵌入板中,点击左图可查看这款HFH压铆螺钉的大图
左图实样规格:M10*30
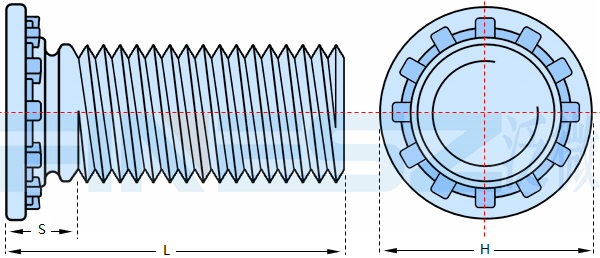
压铆螺钉标准,尺寸及规格表
图纸:
以下为公制规格压铆螺钉标准:单位MM
| 螺纹X螺距 |
型号TYPE |
螺纹
代号 |
长度码 LENG-CODE "L" ±0.4
(LENGTH CODE IN MILLIMEATRS) |
最小
板厚 |
板孔径 |
连接零件
最大孔径 |
H |
S |
最小
边距 |
| 碳钢 |
不锈钢
|
| 10B21 |
SUS304 |
| +0.08 |
±0.4 |
MAX |
| M2.5x 0.45 |
FH |
FHS |
M2.5 |
6 |
8 |
10 |
12 |
15 |
18 |
- |
- |
- |
- |
1 |
2.5 |
3.1 |
4.1 |
1.95 |
5.4 |
| M3x0.5 |
FH |
FHS |
M3 |
6 |
8 |
10 |
12 |
15 |
18 |
20 |
25 |
- |
- |
1 |
3 |
3.6 |
4.6 |
2.1 |
5.6 |
| M3.5x0.6 |
FH |
FHS |
M3.5 |
6 |
8 |
10 |
12 |
15 |
18 |
20 |
25 |
30 |
- |
1 |
3.5 |
4.1 |
5.3 |
2.25 |
6.4 |
| M4x0.7 |
FH |
FHS |
M4 |
6 |
8 |
10 |
12 |
15 |
18 |
20 |
25 |
30 |
35 |
1 |
4 |
4.6 |
5.9 |
2.4 |
7.2 |
| M5x0.8 |
FH |
FHS |
M5 |
- |
8 |
10 |
12 |
15 |
18 |
20 |
25 |
30 |
35 |
1 |
5 |
5.6 |
6.5 |
2.7 |
7.2 |
| M6x 1 |
FH |
FHS |
M6 |
- |
- |
10 |
12 |
15 |
18 |
20 |
25 |
30 |
35 |
1.6 |
6 |
6.6 |
8.2 |
3 |
7.9 |
| M8x 1.25 |
FH |
FHS |
M8 |
- |
- |
- |
12 |
15 |
18 |
20 |
25 |
30 |
35 |
2.4 |
8 |
8.6 |
9.6 |
3.7 |
9.6 |
| M10x 1.5 |
FH |
FHS |
M10 |
- |
- |
- |
12 |
15 |
18 |
20 |
25 |
30 |
35 |
2.4 |
10 |
10.6 |
12.7 |
3.7 |
10.6 |
以下为为美制(英制)规格压铆螺钉尺寸规格表,单位:inch英寸,

注:以下长度码仅为代号,实际长度为"L/16"英寸
螺纹
尺寸 |
型号TYPE |
螺纹
代号 |
长度码 LENG CODE "L" ±0.15
(LENGTH CODE IN 16THS OF AN INCH) |
最小
板厚 |
板孔径 |
连接零件
最大孔径 |
H |
S |
最小
边距 |
| 碳钢 |
不锈钢 |
| 10B21 |
SUS304 |
| +.003 |
±.015 |
MAX |
.086-56
(#2-56) |
FH |
FHS |
256 |
4 |
5 |
6 |
8 |
10 |
12 |
|
|
|
|
.040 |
.085 |
.105 |
.144 |
.075 |
.187 |
.112-40
(#4-40) |
FH |
FHS |
440 |
4 |
5 |
6 |
8 |
10 |
12 |
14 |
16 |
20 |
NA |
.040 |
.111 |
.135 |
.176 |
.085 |
.219 |
.138-32
(#6-32) |
FH |
FHS |
632 |
4 |
5 |
6 |
8 |
10 |
12 |
14 |
16 |
20 |
24 |
.040 |
.137 |
.160 |
.206 |
.090 |
.250 |
.164-32
(#8-32) |
FH |
FHS |
832 |
4 |
5 |
6 |
8 |
10 |
12 |
14 |
16 |
20 |
24 |
.040 |
.163 |
.185 |
.237 |
.090 |
.281 |
.190-24
(#10-24) |
FH |
FHS |
024 |
|
5 |
6 |
8 |
10 |
12 |
14 |
16 |
20 |
24 |
.040 |
.189 |
.210 |
.256 |
.100 |
.281 |
.190-32
(#10-32) |
FH |
FHS |
032 |
|
5 |
6 |
8 |
10 |
12 |
14 |
16 |
20 |
24 |
.040 |
.189 |
.210 |
.256 |
.100 |
.281 |
.250-20
(1/4-20) |
FH |
FHS |
0420 |
|
|
6 |
8 |
10 |
12 |
14 |
16 |
20 |
24 |
.062 |
.249 |
.270 |
.337 |
.135 |
.312 |
.313-18
(5/16-18) |
FH |
FHS |
0518 |
|
|
|
8 |
10 |
12 |
14 |
16 |
20 |
24 |
.093 |
.311 |
.333 |
.376 |
.160 |
.375 |
压铆螺钉的安装方法,及其注意事项
上面的安装示意通过动画的方式简要表达了压铆螺钉的安装方法。
1,先将压铆螺钉放入预先准备好的工装设备中,这具工装已装预留有孔,孔的直径大于螺钉的螺纹外径。
2,根据产品规定的安装力施压安装到位。这里要注意的是在施压中,产品头部排出的板料需要平稳、均匀流入筋键周边和容槽内。所谓“规定的安装力”请参考本页下面列出的压铆螺钉安装力推出力扭出力等标准。
3,安装结束之后,安装板外表平稳,装置作用牢靠,并且商品具有接受高扭出力和高推出力的功能。在整个安装过程中,螺栓装置在1.51mm的板料或高于该厚度的薄板中时,下模上需有一个容得下螺栓的通孔,而在板料厚度小于1.51mm的情况下,下模需求加工一个沉孔,以便螺栓头部进入下模而使之顺畅压入板料。
4,前面有提及,镀锌板或冷扎板硬度不高于HRB70,不锈钢板不高于HRB80.
5,值得一提的是,SUS304不锈钢板并不适于用FHS的不锈钢螺钉,FHS不锈钢螺钉其实适用于铝板和铜板的,304不锈钢板用FH4类的不锈铁压铆螺钉更合适。因为FH4不锈铁螺钉经过真空热处理后硬度可达HRC45以上。
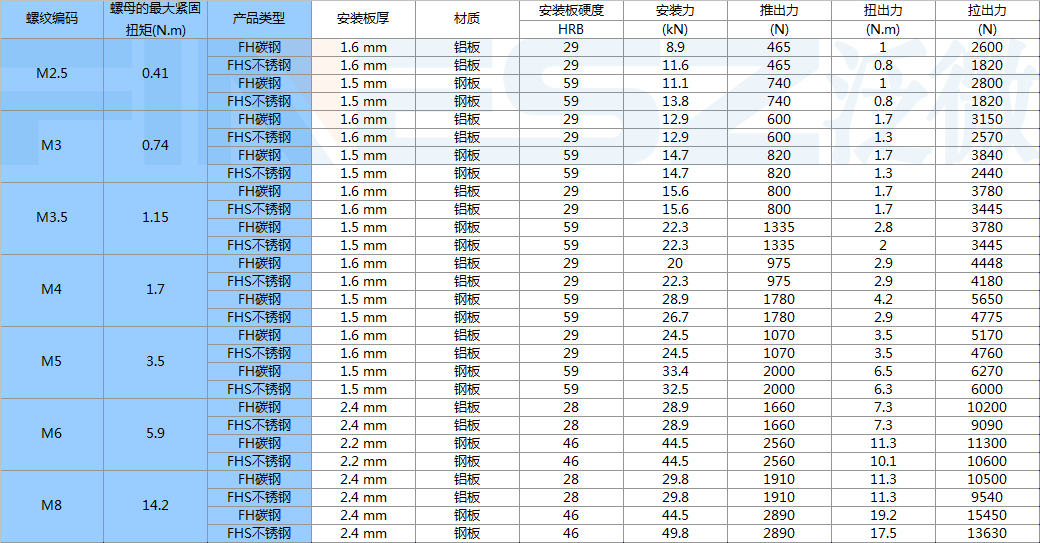
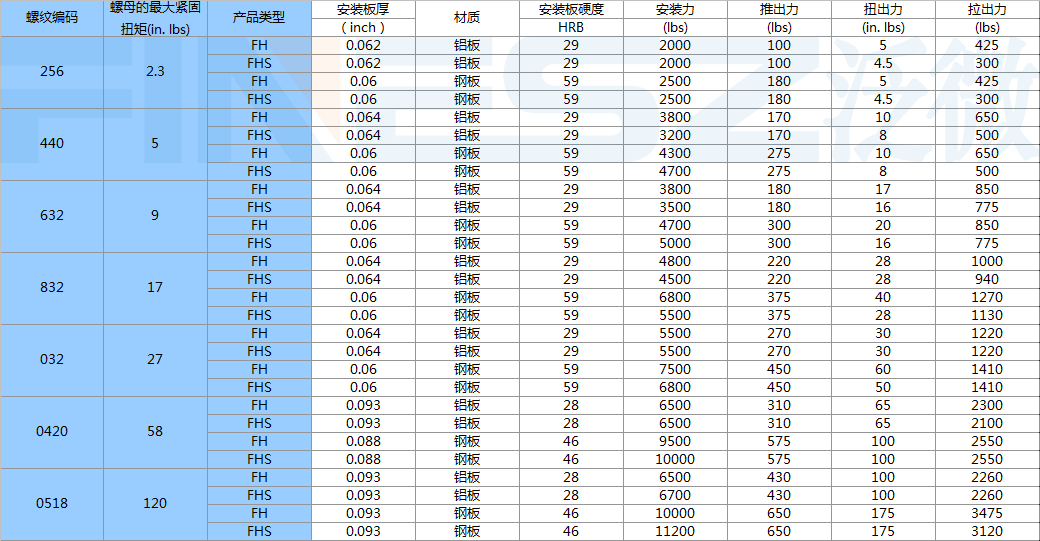
FH FHS类压铆螺钉的安装力及推出力扭力等参数标准
螺钉铆接安装好之后的测试标准如下
公制规格的测试标准:
美制规格的安装力推出力等标准:
压铆螺钉的规格及其表示方法
上面的表格中列出了所有常用的压铆螺母规格,小到M2.5-6大至M8-35,更大规格我们没有列出,可根据客户要求订制
压铆螺钉的规格描述规则示例:
FHS-M6-15
FHS-表示不锈钢压铆螺钉,而不是碳钢的FH
M6-螺纹
15-长度
ZU-电镀代号,蓝锌
压铆螺钉的材质、热处理、硬度及表面处理
| 压铆螺钉类型 |
材质 |
热处理 |
硬度 |
表面电镀 |
| FH |
10B21 |
调质 |
HRC30-38
|
默认蓝白锌48H |
| FHS |
SUS304 |
无 |
|
本色 |
| FH4 |
410或400系列 |
真空淬火 |
HV450-520 |
本色 |
压铆螺钉的使用说明
1、FH压铆螺钉(FHS不锈钢压铆螺钉)系列产品中,FH的材料为中碳钢,经过淬火后表面处理,用户可根据需要按表中型号选择订货,也可以特别要求订制。
2、选用压铆螺丝时,必须根据所用材料厚度,其板材的要求,低碳钢板材应当必须小于70HRB,不锈钢板材必须小于80HRB。
3、加工板材孔必须对应表中给定值,按照0-0.075mm的公差加工,建议冲孔。
4、安装压铆螺钉时必须通过压铆来实现,其压力根据板材及螺钉头部尺寸而变化,不可用冲床冲压安装。
大图赏析
下图是典型的FH类压铆螺钉:
作为对比,以下一款
HFH重型压铆螺钉,相对上面的FH螺钉,这款HFH重型压铆螺钉的头部更大更厚,花齿所占比也更多:
再对比一组不锈钢压铆螺丝(即FHS)的图片:
FH:
留言与咨询
1
安装力,推出力,扭力那个公制和美制的表应该放反了。
1.1
finesz.com
2024-07-03 11:39:35
2.1
finesz.com
2024-08-15 11:19:51
@赵 你好。有最小边距要求。参考上面规格表最右一列。
3
您好:
表格中有规范最小安装板厚,请问有无最大板厚的要求?
ex:FHS M6X20L,可否安装在t=4.0钢板?
谢谢。
3.1
finesz.com
2024-09-18 10:35:25
你好。
理论上无最大板厚要求,4mm、5mm...都可以。但现实中一般板厚超过4mm、5mm...这种“较厚的板或金属件”完全有更好的解决方案实现螺纹连接而无需用压铆,比如直接在板孔中加工内螺纹、螺栓螺母连接、螺纹衬套等,当然也可以用压铆。
ex:FHS(不锈钢压铆螺钉)不太适合钢板,FHS是用于铝、铜板的。
4
最小边距是哪个尺寸呢,是螺钉中心到板边的距离,还是螺钉边缘到板边的距离
4.1
finesz
2025-02-13 09:48:51
5
Dpiloe
2025-02-25 09:01:30
您好,我想请问一下,以M5、M6的FH圆头压铆螺钉为例,其花齿部分的12个凸点是有通行的尺寸么?还是有相关的标准,为什么图纸没有标注呢,望告知谢谢。
5.1
finesz.com
2025-02-25 16:01:10
您好。
FH螺钉其花齿部分12个凸点,行业没有标准的参考尺寸,但每家相差不大。以我们的为例,FH-M3到M6的头厚(含齿)和单花齿厚分别是:
0.9/0.45mm;0.9/0.45mm;0.9/0.45mm;1.2/0.6mm。
我司的图没有具体细节尺寸(貌似其它厂商也是这样)是因为些参数对于用户具体使用意义不大。
6
伍六七八九
2025-04-01 14:26:34
请问: M4 和M5的压铆钉可以 压铆在5.0mm厚的铝板上嘛?
6.1
finesz.com
2025-04-01 14:27:33
6.1.1
伍六七八九
2025-04-01 14:50:47
7
你好,以M6压铆钉为例,表中推荐板厚1.6以上,如果压铆在1.2mm板材上会还有什么问题吗?在接受扭力和推出力轻微下降的前提下。这么用还会有别的风险吗?
7.1
finesz.com
2025-08-15 12:04:03
你好。(我公司的)M6的FH螺钉如下所示的这个尺寸是1.2mm,会有一定跳动。如果板厚正好是1.2mm的话,除了力学性能有所下降,可能会螺钉头部轻微的突出板平面一点点。
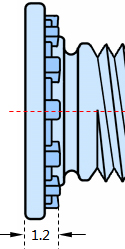
不过你可以考虑FHL